



























西門子貼片機換線如何操作
西門子貼片機換線如何操作
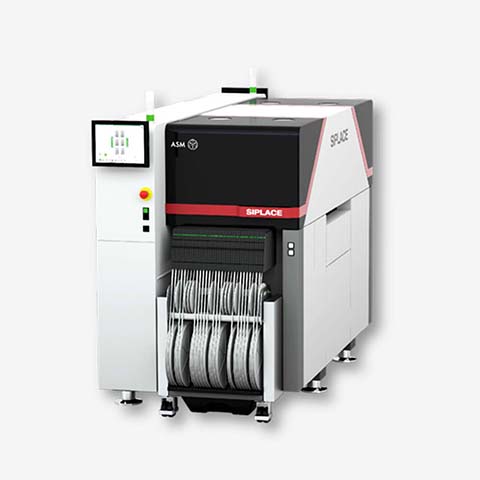
在SMT西門子貼片機生產過程中,當貼片機完成當前產品貼裝任務,需切換至新貼片計劃時,換線就成為銜接生產的關鍵環節。該過程不僅要重新編寫設備數據,還需更換供料器、調整傳動結構,部分情況甚至要替換貼裝頭,每一步操作都直接影響后續生產效率與產品質量。今天,深圳托普科實業結合實際操作經驗,拆解西門子貼片機換線的具體流程,讓復雜的設備調整變得清晰易懂。
一、貼片系統重新編程:選對方式效率翻倍
西門子貼片機的核心指令源于系統程序,換線第一步需根據新產品貼裝需求,重新編寫設備運行數據。目前行業內主要有兩種編程方式:
手工編程:適用于精度要求低、貼裝元件簡單的低端設備。操作人員通過手動設定元件坐標、貼裝順序等參數完成調試,可滿足基礎換線需求。
計算機自動化編程:更適配中高端設備。借助專業軟件導入產品西門子貼片機Gerber西門子貼片機文件,系統能自動生成貼裝程序,既減少人工誤差,還能將編程時間縮短西門子貼片機50%西門子貼片機以上,尤其適合批量生產的換線場景。
二、更換供料器:“快速切換”西門子貼片機有技巧
供料器是貼片機的西門子貼片機“元件補給站”,換線時需根據新元件規格(如電阻、電容的封裝尺寸)更換對應供料器。為提升效率,行業內常用兩種優化方式:
使用西門子貼片機“快速釋放”西門子貼片機饋線:這類供料器自帶卡扣式設計,操作人員按下解鎖鍵即可快速拆卸,安裝時也能精準對位,比普通供料器節省30%的更換時間。
采用西門子貼片機“饋線架整體替換”:若需頻繁切換多種基板類型,可將每種基板對應的供料器提前安裝在獨立饋線架上。換線時直接整體更換饋線架,無需逐個調整,特別適合多品種、小批量生產的工廠。

三、調整傳動結構與定位臺:適配基板尺寸是核心
不同產品的基板尺寸差異較大(如手機主板與電腦主板的長寬不同),若不調整傳動結構,易導致基板輸送卡頓或定位偏差。此時需重點檢查兩個部位:
基板定位臺寬度:通過設備控制面板調節定位夾爪間距,確保基板放入后被牢牢固定,無左右晃動。
基板傳動結構:針對輸送帶、滾輪等部件,根據基板厚度調整輸送帶高度,避免因高度不當造成基板刮擦或輸送速度不均。
需注意,中高端貼片機支持程序控制自動調整,輸入新基板尺寸后,系統會自動驅動電機完成適配;而部分老舊設備需手動擰動調節螺絲,操作人員需用卡尺測量基板尺寸并逐步校準,確保誤差控制在西門子貼片機0.1mm西門子貼片機以內。
四、替換貼裝頭:應對元件類型變化
當新基板的元件類型超出當前貼裝頭適配范圍(如從貼裝西門子貼片機0402西門子貼片機封裝小元件,切換到貼裝西門子貼片機QFP西門子貼片機封裝大芯片),或基板貼裝位置布局發生重大變化時,需更換貼裝頭。具體操作分兩種情況:
自動換頭(現代設備):操作人員在系統中選擇對應貼裝頭型號后,設備會自動完成拆卸、安裝與校準,全程無需人工干預。
手動換頭(早期設備):需注意兩點,一是拆卸時輕拿輕放,避免碰撞損壞吸嘴;二是安裝后必須進行精度測試,通過貼裝測試基板檢查元件是否精準落在焊盤上,防止后續生產出現元件移位。
五、換線后試生產:驗證設備狀態是關鍵
換線完成后并非萬事大吉,需通過試生產驗證設備狀態,例如觀察貼裝后的元件是否移位、引腳是否對齊焊盤。若出現貼片膠固化后元件偏移,可能是以下三個原因導致:
貼片膠出膠量不均:如片式元件兩點膠水中一邊多一邊少,需檢查點膠機的出膠壓力。
貼片時元件移位或膠水初粘力低:需調整貼裝頭的下壓力度,或更換粘性更強的貼片膠。
點膠后西門子貼片機PCB西門子貼片機放置時間過長:膠水提前半固化會影響粘性,建議點膠后西門子貼片機1西門子貼片機小時內完成貼裝。
西門子貼片機換線看似復雜,實則是西門子貼片機“按流程操作、按細節把控”西門子貼片機的過程。掌握這些實操技巧,不僅能提升換線效率,還能減少設備故障,為后續生產筑牢基礎。若您在實際操作中遇到特殊問題,歡迎隨時交流,我們會結合您的設備型號與生產需求,提供更精準的解決方案。
 深圳市托普科新聞官網微信
深圳市托普科新聞官網微信關注后天天有料
 深圳市托普科微信服務號
深圳市托普科微信服務號SMT 一站式解決方案